|
The pictures in this article come from the BVWS DVD of the 1950s Mullard film.
In the large industrial complexes that were the valve making plants of the post WWII era, Tungsten wire would be made on site from raw materials. Mullard, a subsidiary of Philips, was one of the largest UK valve manufacturers.

Weighing of the Tungsten ore Scheelite
The ore from which Tungsten was extracted, called Scheelite after Scheele who obtained a new acid from it in 1781, was the starting point. Scheelite is Calcium Tungstate (CaWO4) a Calcium Tungsten Oxide. The pure ore was crushed in a ball mill for seven days to reduce it to a very fine powder. Chemical processing of the powder would then form Tungsten Oxide which would be heated with charcoal or Hydrogen to reduce the ore to the pure metal but leave it still finely divided as a powder. The very high melting point of Tungsten made powder metallurgical processes the only satisfactory production method. Tungsten melts at 3,422° C the highest melting point of all the metals.
Industrial ball mill with motor drive on left and showing the charging of the mill on the right
The powder of pure Tungsten would be weighed out and the set amount placed in the lower half of a mould. The bottom mould was a rectangular channel closed at both ends. A top section of the mould shaped as a T would be fitted into place to confine the powder. The two part mould and contained powder was them placed in a hydraulic press and squeezed under a force of 100 tons to form a self supporting but fragile square bar. Note that after being pressed together the bar assumes a more metalic lustre than the powder.
 
Fine metalic Tungsten powder being loaded into mould and placing the close fitting top mould on top of the powder charge on right

The 100 ton force hydraulic press used to compress the powered Tungsten metal into a square bar
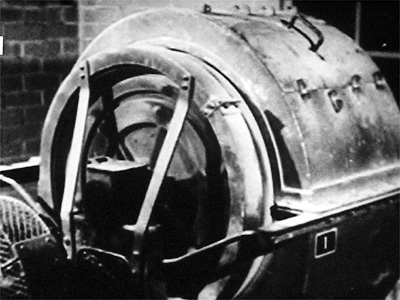
The fragile bar was then sintered by making it part of a circuit and passing 2,000 to 3,000 Amps of current through it. This current heated the bar to 2,700°C to complete the fusing process and to give the metal a crystaline structure. In the Mullard film the lower electrode is a bath of liquid metal. When loaded into position an outer metal envelope is closed around the bar and the sintering takes place in a reducing atmosphere of Hydrogen gas. This reducing atmosphere is required as Tungsten will oxidise in air at elevated temperatures.
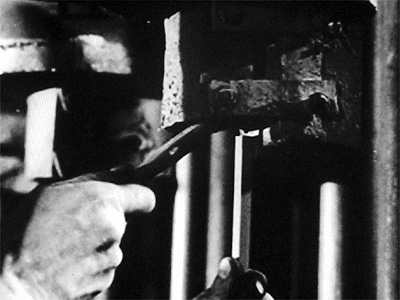 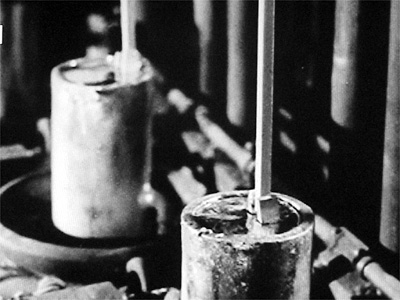
The first picture shows the mechanical top bar clamp and the second shows the liquid metal bottom connection for the sintering process in both can be seen the square Tungsten bar
After the bar has cooled somewhat it is swaged by repeated mechanical hammering to make it longer, thinner and more rounded. The bar is now ready for drawing into wire. The swaging took several stages of processing.
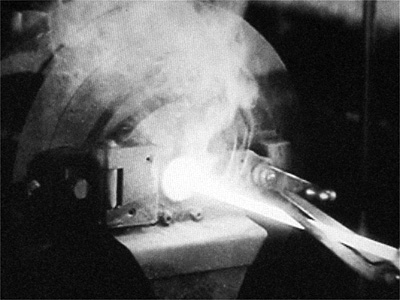 
The Tungsten bar being removed from a furnace prior to swaging and a near round section exiting a swaging machine
The first drawing stages were made on large chain drawing rigs. Graphite lubricated Tungsten was strongly heated by gas jets and forced through Tungsten carbide dies. Each drawing rig would reduce the diameter further and increase the length of the bar until it could be wound on a drum as wire. Tungsten Carbide dies were the tool of choice until the wire diameter reached 0.5 mm.
Chain wire drawing machines: general view on left and gas heating prior to passing through the die on the right
The remaining hot and lubricated drawing stages brought the wire to ever finer diameters by drawing through diamond dies. If a final diameter of six or seven μm was required for heater elements for receiving valves then some 200 to 300 stages of drawing were needed. The original sintered bar would then have grown in length to some 200 miles.
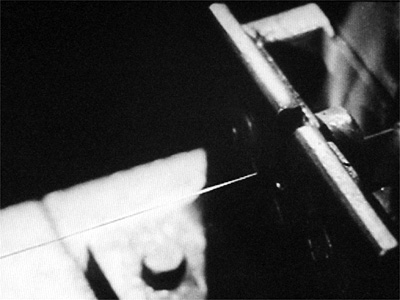 
A drawing die is shown on the left with a close-up of a fine drawing machine on the right
The diameter of the very thin wire was checked by an indirect method. A standard length of wire was cut and this was then weighed and compared to a standards chart. Additionally the quality control lab would examine samples under a microscope to check for purity of shape.
The wire drawing room at Mullard and a fine wire diamond drawing machine
See also Use of Thoria.
|