|
The pictures in this article come from the BVWS DVD of the 1950s Mullard film.
For the final stage in manufacturing the base and envelope assembly is mounted in the envelope. The top mica being the guide to hold the electrodes into the correct position centrally within the glass tube. The valve is then attached to the pumping machine, by the pumping tube, where it will be continuously pumped until it is finally sealed.
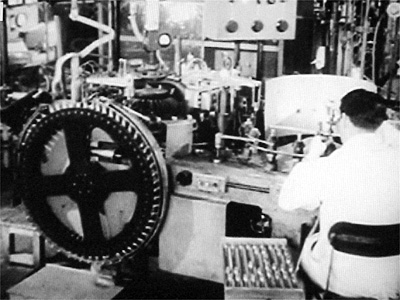 
The loading end of the pumping machine and heating of the base joint
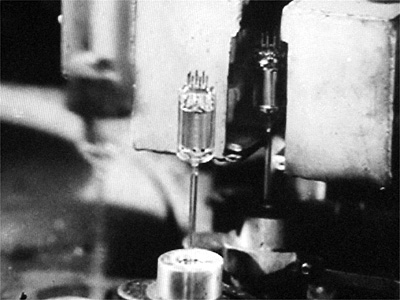
The first stage is to heat the edge of the base and envelope until soft enough that pressing both together will result in a fused seal. The rest of the operations take place whilst the envelope is being continuously evacuated. The evacuation process is itself multi-staged. A mechanical 'backing' pump removes most of the air. The metal parts of the valve are heated by RF induction to allow occluded gasses to escape, the heater is connected to a source of current and brought to a high temperature, this then raises the cathode temperature to where the Barium and Strontium carbonates decompose to leave the working cathode emissive material of Barium and Strontium oxides. By now the vacuum pumping has been augmented by high vacuum pumps such as the oil diffusion types. At the closing stages of evacuation the getter if fired by heating from outside the envelope by RF induction loops strategically placed. Finally the pumping tube is heated, the envelope sealed and the excess tube removed.
The left picture shows a milky filling to the envelope as the induction heating drives off gasses from the metal parts. On the right is a close-up of the RF induction loops that fire the getter.
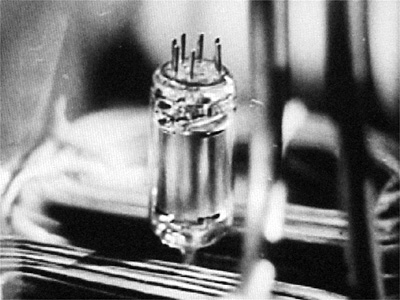
After removal from the pumping machine the valves need to be burnt in and to have the final heat treatment of the cathode.
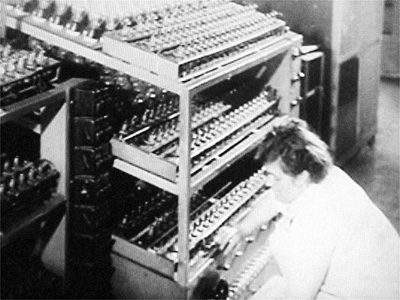 
Post production testing and cathode conditioning
A multi-station automatic valve tester was the final production hurdle for the EF80 to pass over. At each of the testing stages the machine would have a mechanical grab ready to pull out defective valves and place them in hoppers at the outside circumference of the machine.
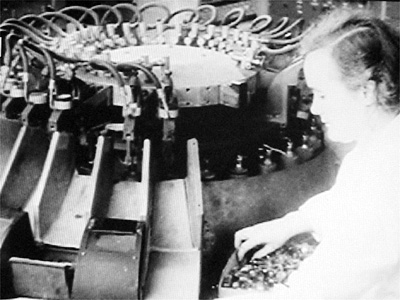
Automatic testing of valve parameters
The finished valve was also subject to batch testing the quality control labs of the factory. This testing regime at all stages of production from raw materials to final product was known to be the only way to mass produce complex products that fell within published tolerance and would give long and repeatable service lives.
|