This CV54 arrived with a broken envelope and so the last act is to photograph it before recycling.
The break left the Type designation in one piece..
The glass is of uniform thickness on this main piece of glass at 0.7 mm.
Before starting the dissection.
Inside the getter cup is a wire mesh with some of the original material still present.
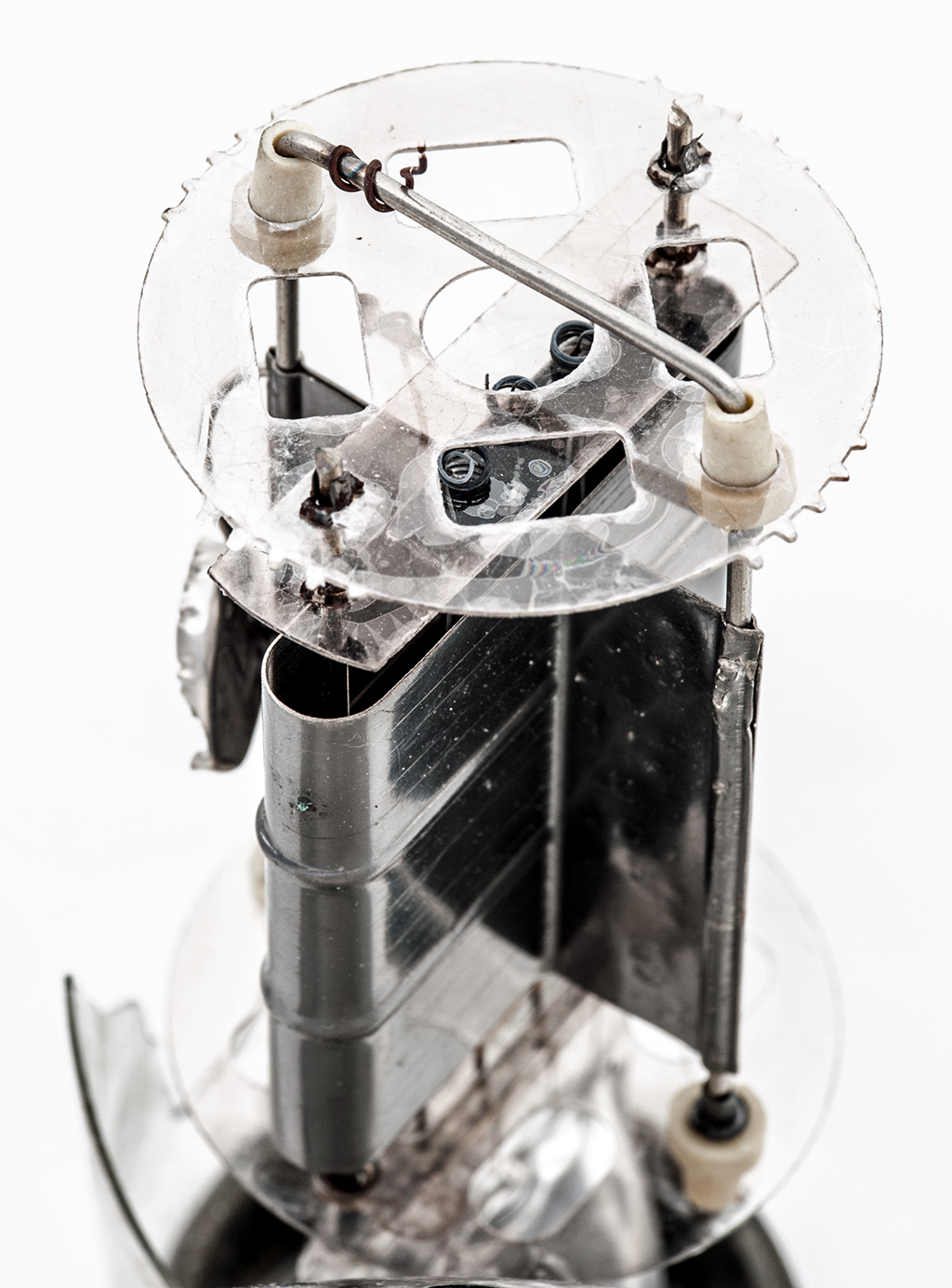
The top mica after cutting the wire to the top cap.
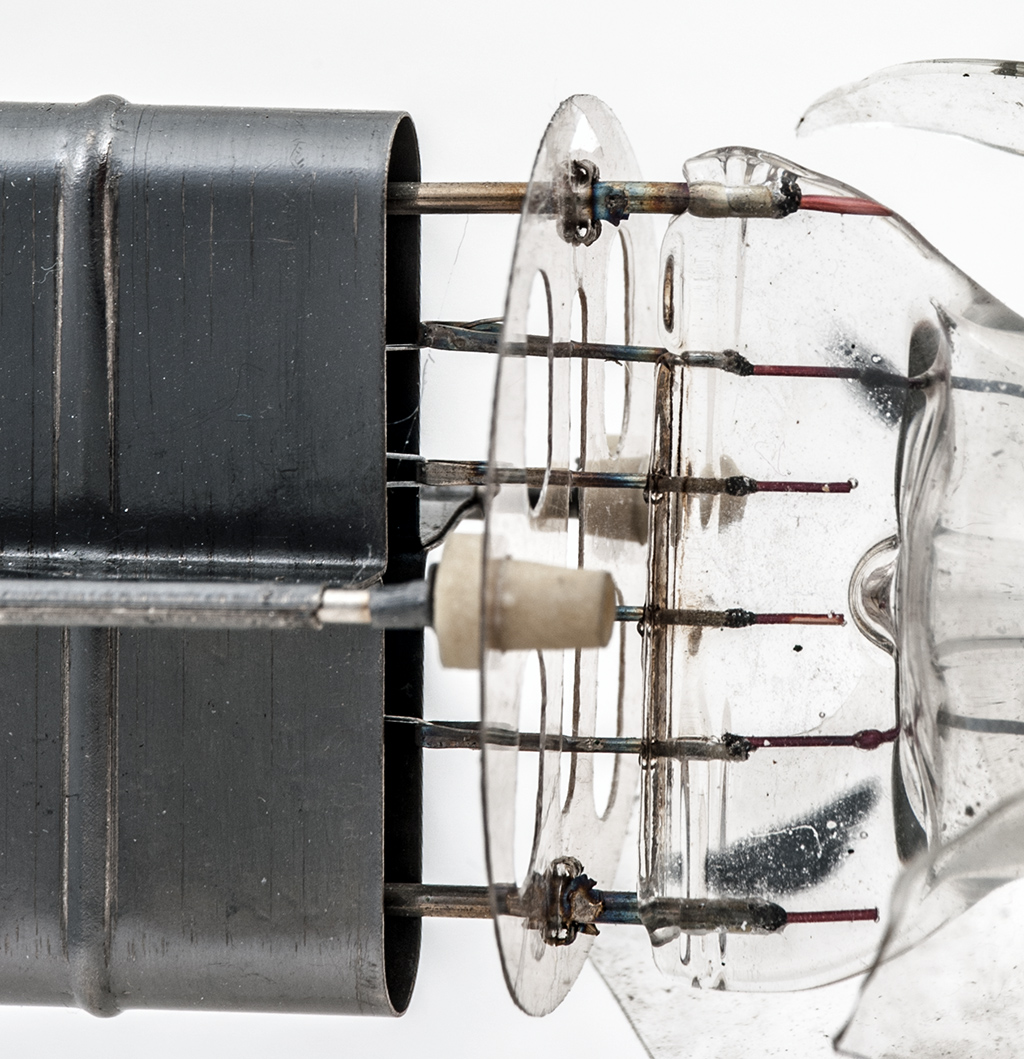
Pinch and lower mica. The central filament supports are anchored in the pinch but have no leads attached.
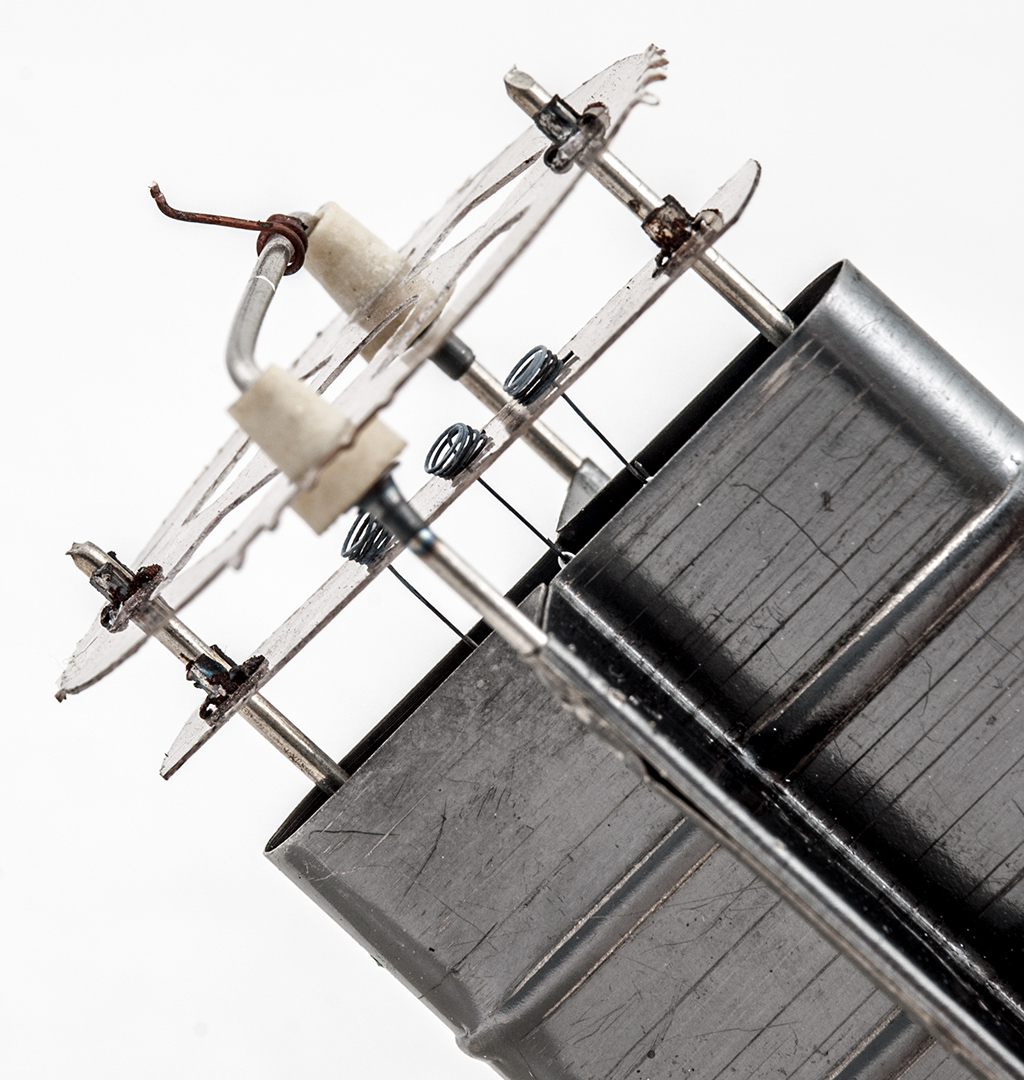
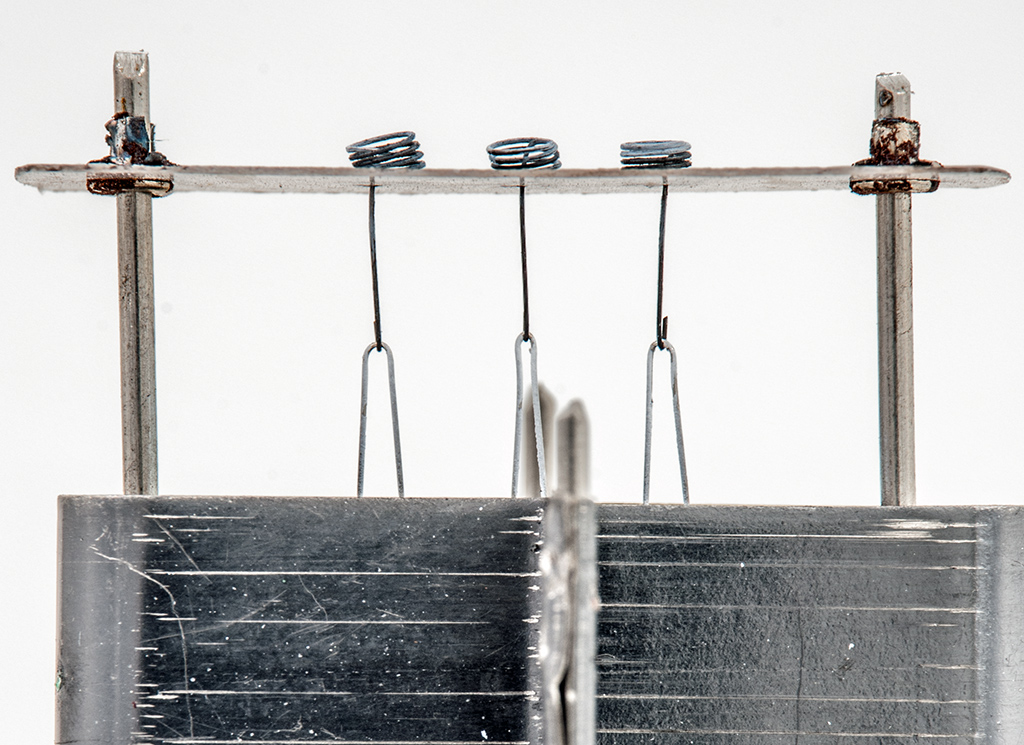
The top mica with ceramic anode supports. Below is a second mica sheet holding the filament tension springs. The springs have started to corrode.
The detached top mica. The points around the circumference provide the interference fit to the shoulder of the envelope that holds the electrode assembly rigidly in place. All the mics sheets are about 0.2 mm thick.
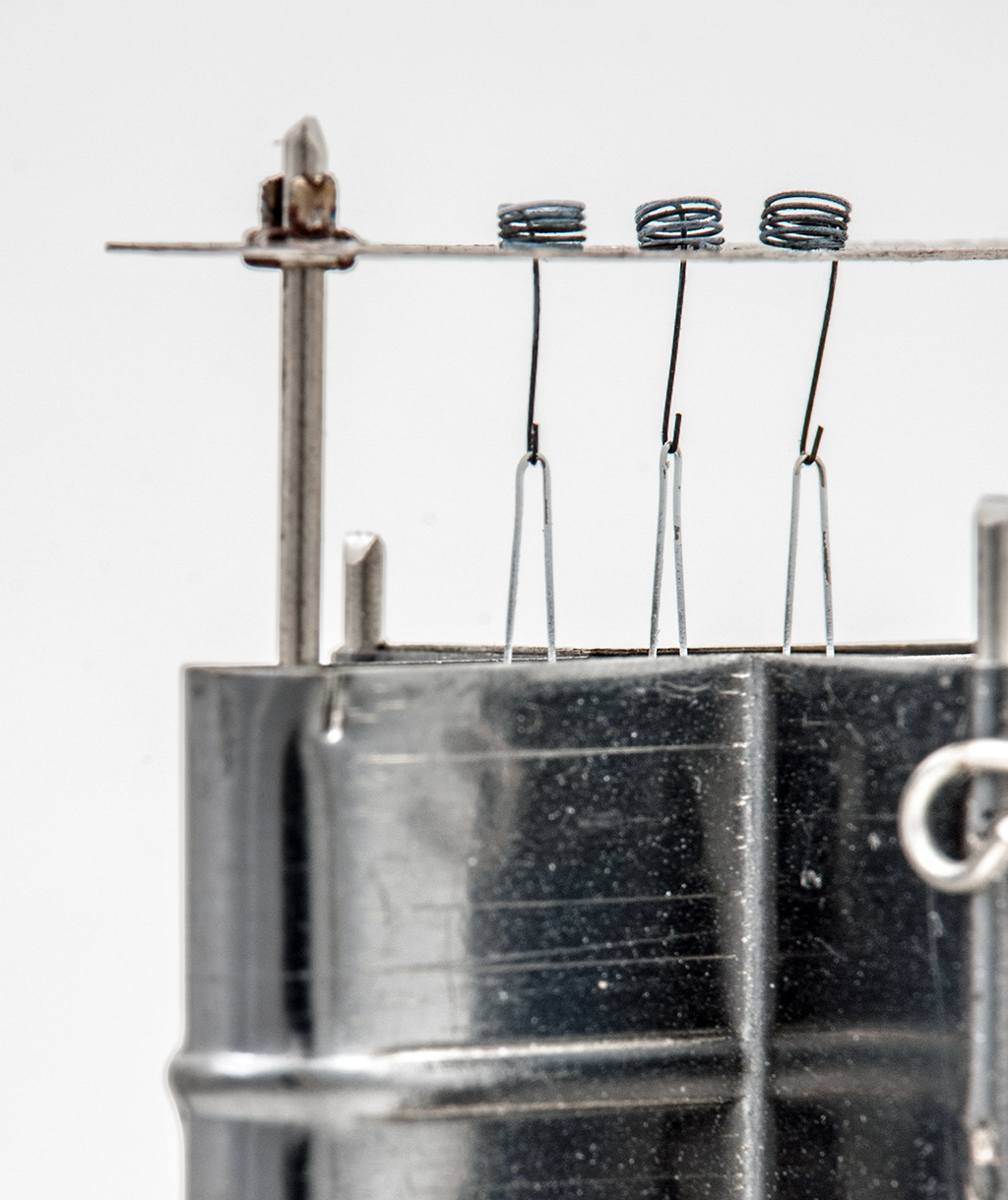
Three loops of oxide coated filament with springs above. Some of the cathode material has started to flake off of the wire.
A straight-on view of the tension springs with hooks to hold the filament.
The only way to remove the anode was to cut the side supports, thus the filament wire has sagged. One of the hooks would not detach.
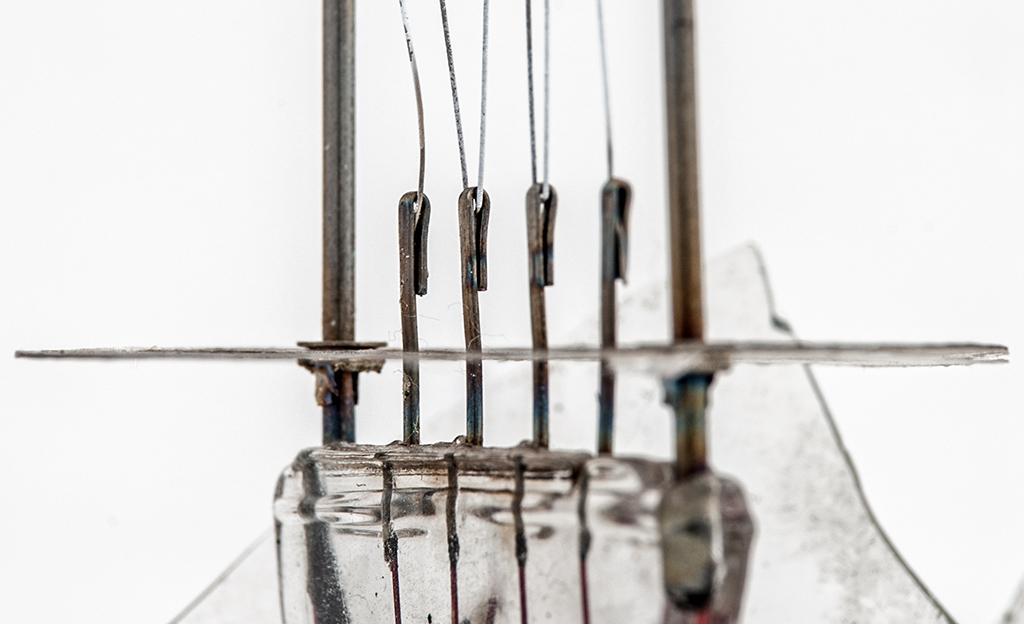
The lower filament supports. The wire is held in a fold of the support and not spot welded. This suggests that the wire is tungsten with too high a melting point for welding.
A closer view of the folded supports. The lower mica is held in place on the anode supports by two piece fixings. The top circular T shape is driven through the mica and the lower ring.
This image has the main focus on the central supports and the oxide coating.
The lower mics with pinch beyond. As this disc does not tough the glass, there are no fingers around the circumference.
With the focus on the top of the filament loops.
The detached anode with the ceramic insulators.
The anode has not corroded and adheres to magnets. The metal is nickel and is 0.2 mm thick. The ribs and side flanges make this thin sheet metal anode rigid. Two sheets have been pressed into shape and then spot welded to the support rods.