|
Plans for an improved version of the Sargrove ECME
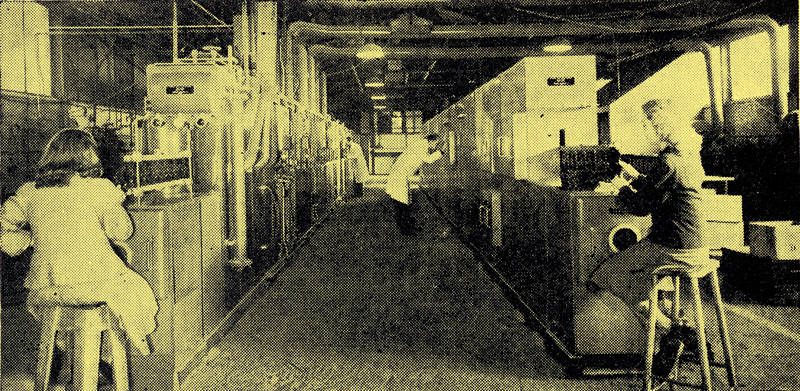
General view of ECME machine (two complete batteries) from the input end.
Since 1947, when John Sargrove introduced his revolutionary new method of manufacturing complete electronic circuits, there have been quite a few developments in the field of automatic circuit production. The printed circuit has become common-place and various methods of automatic assembly have been designed around it. In spite of this, and the fact that the Sargrove system was never really put into full operation, certain organizations have expressed such interest in the scheme that Mr Sargrove has been asked to consider a new version of the ECME machine - a version more flexible than the original plant but still working on basically the same principle.
The purpose of the ECME machine, it will be recalled, was to reduce the cost of circuit production (notably in broadcast receivers) by eliminating the work of component assembly and wiring normally done by human operatives. It did this by turning out a 'compound' circuit in the form of a moulded panel which had components as well as wiring as integral parts of the whole. The panel contained grooves and indentations of various shapes, which, when filled with conducting material, formed the connections, the inductors and the capacitors. The filling was done by spraying the whole panel with the conducting material and then milling off the surplus from the raised parts afterwards. Resistors were fabricated by spraying on graphitic material through suitable stencils.
All this was done automatically by the machine, which was arranged on the conveyor-belt principle, and at the end it was only necessary for accessories such as valves to be added by human hands. Electronic control was used extensively throughout the plant, and after each production process there was an automatic inspection device for controlling that process. There were also devices for automatically testing the circuit before and after the valves were inserted.
Unfortunately this early machine was really only suitable for large production runs on the same type of circuit. The cost of making the necessary new tools for a different circuit was quite large and could only be balanced by the savings obtained by automatic production on long runs. Improvements have now been worked out, however, which should make the second machine more versatile. The main one is a new design technique for the panel-moulding tools, based on the 'Meccano' principle so that different indentation patterns can be more readily formed and altered. By this means it is expected that the normal preparatory period of 3 months before a production run will be reduced to something like one week-end. The Mk. II machine will be suitable for manufacturing television receiver circuits, among other things.
On the question of the saving in cost achieved by automatic assembly methods, it is interesting to note that where conventional components are used, as in one recent American system, there is actually no reduction in the cost of assembly pure and simple. The saving arises from the fact that the system produces a much tidier job, which enables it to be inspected and tested by automatic methods. With circuits assembled by hand, the construction generally appears more complicated and tends to vary from unit to unit, so that the inspection and testing can only be done conveniently by skilled human operatives. This, of course, is where expensive bottlenecks occur in normal factory production.
|