|
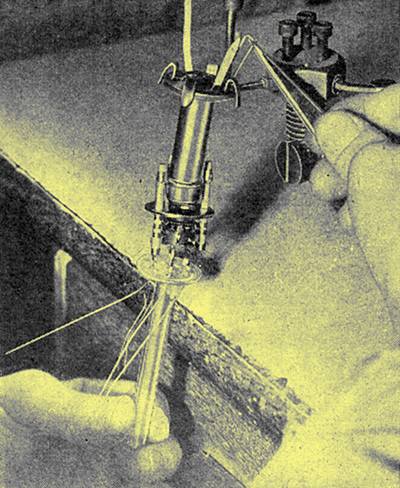
Reassembled electron gun mounted on a new glass pinch with evacuating tube.
The cry of the modern versions of Aladdins magician uncle who offer to renovate worn-out cathode-ray tubes may be regarded with some suspicion by the more technically-minded television viewers. Terms like reconditioning and renovating in advertisements can mean various things, and even the more precise re-gunning, re-vacuuming and reactivating leave some element of doubt on the exact nature of the techniques. There are, however, certain firms who are known for doing a very complete job of replacing the vital parts of the tube, as being the only sure means of obtaining a genuine new lease of life.
Recently Wireless World had the opportunity of seeing this kind of process being performed at the Works of Nu-Life Teletubes at Greenford, Middlesex. Here the vital parts replaced are the cathode and the heater. This can be loosely described as re-gunning, although in fact the remainder of the electron-gun assembly is used again in its original form.
After a general cleaning-up of the tube, the first step is to test the screen with ultra-violet radiation (applied externally) to see if it is still sufficiently active and free from ion burns and other flaws. When a screen is found to be faulty the radio dealer or owner who sent in the tube is advised that re-gunning will not be worth while. The next process, after removal of the base, is to let air into the tube. This has to be done very slowly and carefully, as a too sudden rush of air would tear off the fluorescent screen. A tiny crack is made in the tube neck near the base by means of an electrically heated wire, and this allows the air to seep in gradually over a period of several hours.
When the inside and outside pressures have been equalized the glass pinch is parted from the tube neck and the electrode assembly mounted on it is withdrawn. The glass pinch itself is removed from the electrode support wires and the cathode and heater assembly is taken out of the electron gun. The coiled tungsten heater wire and capped nickel cathode tube are prepared and coated with the appropriate oxides - providing insulation - for the heater and emissive material for the cathode.
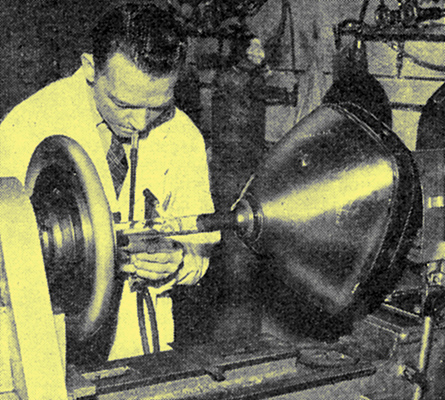
Jointing a new section of glass tubing on to the existing neck.
Grid-Cathode Spacing
Replacing the cathode-heater assembly in the electron gun is a highly critical business, because the cathode surface has to be very close to the grid aperture (about 12-15 thou) and the spacing must be adjusted to be exactly as in the original gun to preserve the electron-optical design and tube characteristics. An optical system of adjustment is used in which a beam of light shines obliquely through the grid aperture on to the cathode surface, and the grid-cathode spacing is altered until the shadow of the grid-aperture edge falls in a pre-determined position. The light-beam angle of incidence is calibrated directly in terms of grid-cathode spacing.
After a new getter has been welded to the electrode assembly and the whole structure has been mounted on a new pinch fitted with an evacuation tube, the electron gun is ready to be put back in the CRT. Meanwhile, a new length of glass neck has been joined to the existing neck of the tube on a glass-blowers lathe. The reconditioned gun is inserted into this new section of neck and aligned axially by means of a jig, after which the neck glass is melted by a blow-pipe at the right place to join on to the pinch.

Melting the new neck on to the pinch. When the glass is softened the weight of the surplus piece pulls in the neck to join with the pinch. A jig holds the electron gun in the correct position.
Vacuum pumping is the next operation, and this is done on an equipment consisting of a rotary pump backing an oil diffusion pump. The process takes a considerable time - several hours, de- pending on the size of the tube - because the tube has to be baked in an oven during evacuation to liberate adsorbed gases in the glass and metal, and there is a safe limit to the speed at which it can be heated up and cooled down while under pressure. At the end of the pumping process the getter is fired by HF induction heating to complete the vacuum and the tube is sealed of from the pump. Finally the base is re-fitted and the envelope is re-coated with graphite (the original coat having been removed during the initial cleaning).
The reconditioned tube is put through a series of tests similar to those applied in CRT manufacture, and is sent back to the dealer or private owner with a guarantee of six months. A client can always be sure of getting back the same tube that he sent in.
One point which particularly impressed Wireless World was the high degree of individual skill and craftsmanship required in this sort of work. The reconditioned tubes are virtually hand-made jobs, comparable with those produced in the early days of television. There seems no reason why they should not be as good as the originals. The fact that the service is used by several well-known radio manufacturers including at least one producer of cathode-ray tubes, is fair enough comment in itself!
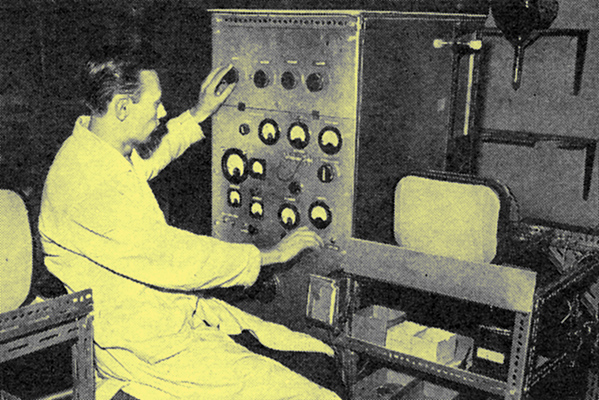
Test equipment for the completed tubes.
|