|
Our contributor wishes to remain anonymous and so we have called him John.
Traditionally Indentures were printed on Vellum for durability.
John was apprenticed at the Sunderland Cosmos factory that was part of AEI. The other Ediswan factory was at Brimsdown at Enfield in North London. All research and development was concentrated at Brimsdown with Sunderland being a manufacturing plant.
The Sunderland factory in the late 1950s and early 1960s employed about 1,800 people. 300 or so were men who maintained the plant and equipment as well as operating the more physical production machinery. A few of the men were technically qualified or managerial. The majority of the staff were women who assembled the valves.
John left Grammar school with O-levels and after hearing about the valve factory from a chance encounter applied for an apprenticeship. This he was awarded and became indentured as a Valve Technician. Apprenticeships at this time had a five year duration. In other craft industries the original term was seven years, appropriate when the school leaving age was 14. With GCE O-levels taken at 16 and the minimum school raised to 15 craft apprenticeships had reduced to six years duration and more technical apprenticeships five years.
John spent his time working through in each department of the factory and thus gaining a practical knowledge of all processes and their interrelationship to the quality of the final product. During this period the apprenticeship was changed from technician to engineer, and so at age 21 John became a valve engineer.
During an apprenticeship it was practice to attend technical college one day a week - known as day release. For craft apprentices this would be basic English, Maths and craft subjects. For technical apprentices or selected people in craft industries the progression route was by studying for nationally recognised qualifications. The first step was the Ordinary National Certificate (ONC) taken over two years of day release. This vocational qualification, equivalent to a couple of A-levels, involved the study of Maths, Physics, Engineering and industry specific technologies. In John's case this was electrical engineering.
If taken full time the option was the OND or Ordinary National Diploma. Following on from the ONC and with part time study and evening classes was the two year HNC or Higher National Certificate. This also had a full time or sandwich course alternative the HND that took three years. John took the HNC route whilst working at the Cosmos factory. A completed HNC was intermediate between A-levels and a degree.
As a qualified Valve Engineer John spent time in the quality control office. The valve assembly required nimble fingers and a high degree of manual dexterity. Through evolution these traits have become more pronounced in the female of our species and so women were the production operatives in the assembly of valve electrodes. See also The Touch of a Woman's Hand.
In 1963 the Sunderland Echo produced a publication that featured an article on the Cosmos factory.
The cover of Sunderland Today from 1963.
In the article are images of valve assembly. The assembly area was made up of rows of work benches. Each row consisted of some 20 work areas, each about a metre wide with compartmentalised trays holding the individual components for the women to assemble. Several rows made up a production unit making a single Type of valve. Each production unit had their own supervisory staff. Initially John worked in the quality control office but later became an assistant foreman - all before he was 25.

Hand assembly of valves.
The operative can be seen to be holding an assembly jig in her left hand and is inserting components with tweezers that can be seen in her right hand. The tweezers were normal off the shelf types but often they were altered by grinding a narrow tip to suit operations in the factory.
Clothing lint would ruin a valve and so all the women wore nylon coats. The girl in the picture does not have her hair covered.
Assembly would start with a mica disc followed by the grids. With the grids in place the cathode and heater would be inserted followed by the anode and finally the top mica. To secure the assembly she would turn over the fixing tabs. The workers were on piece rates meaning that they were paid for what they produced.
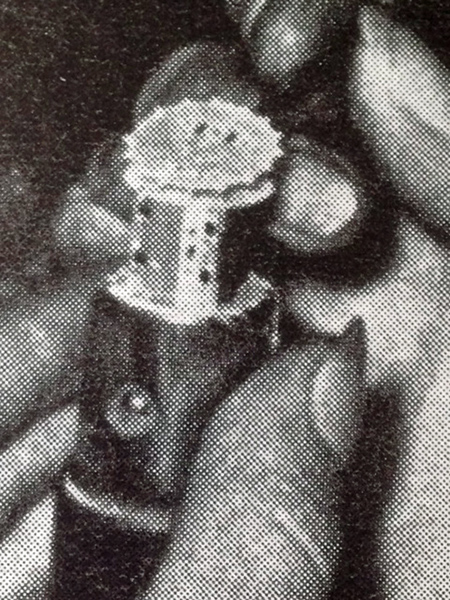
Close-up from the 1963 article.
The grids had one leg (support rod) longer than the other and a notch to aid positioning them. Grid winding was a separate process. See Winding of Grids. Normally the support wires were made of copper or nickel. The grid wires would typically be made from molybdenum. The requirement of the grid wire was not to emit electrons when hot. For special valves gold plated molybdenum wire would be used.
In the winding machine the support rods (wires) would be advanced and clamped. The section to be wound would then be placed under tension to ensure the supports were straight and to allow the notching disc to cut into the wire and not just distort it. As the supports rotated a cutting disc opened a notch in the support into which the thin grid wire would be deposited also under tension. After a further half turn the peening disc would flatten the sides of the notch to seal the wire in place. As the supports rotated in this modified lathe the heads moved along the length. Several individual grids would be wound in a strip that would later be cut to individual pieces.
A work-study department (time and motion) assessed the work content of a valve assembly process and established the money rate per piece. It was normal for the women to make sure that they did not radically reduce the time agreed. Too fast a rate of production would initiate a new study and a tighter rate would be set. The nominal time per piece would equate to earning at 100% and below this rate was rarely deemed acceptable. A good employee could work at an average of 133% and so there was incentive in the system. Exceptional performance would be seen as a 167. Beyond this level would trigger a new evaluation of the piece rate.
A single production unit would assemble around 10,000 units per week. Oversight of the unit would be by two assistant foreman and two senior women. It was accepted that the reject rate would be at around 5% and during the week batches of finished valves would be tested.
Testing looked for faults in all parts of the process from cracked envelopes, poor vacuum, and several performance tests. It was in the interpretation of the performance tests that the valve engineer could identify where changes had to be made.
As an example of the valve engineers detective work John recalls. That during the production of a simple double diode the reject rate suddenly jumped as indicated by too low an anode current shown on the test boards. Nothing had been altered but having worked in all departments he wondered about the degreasing operation on the anodes. The anodes were degreased in the industrial solvent TCA. This chloroform solvent was used at boiling point on the finished nickel anodes. The operator was asked to double clean a batch of 200 anodes and these then were processed into finished valves. Testing the anodes, without any other changes to the process, dropped the reject rate back to normal. However, double cleaning increased costs and was thus not popular with the factory management. It also shows why the assembly of electrodes was carried out with tweezers rather than fingers.
John worked at the Sunderland Cosmos plant for almost seven years and has provided the museum with a wealth of technical information that will appear in due course.
|