|
Details of the ECME System
A film of the system is also available on disc two of the DVD set.
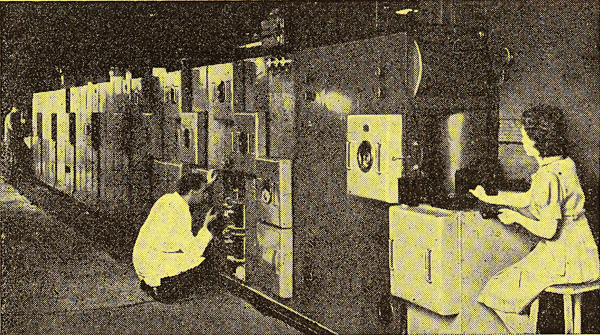
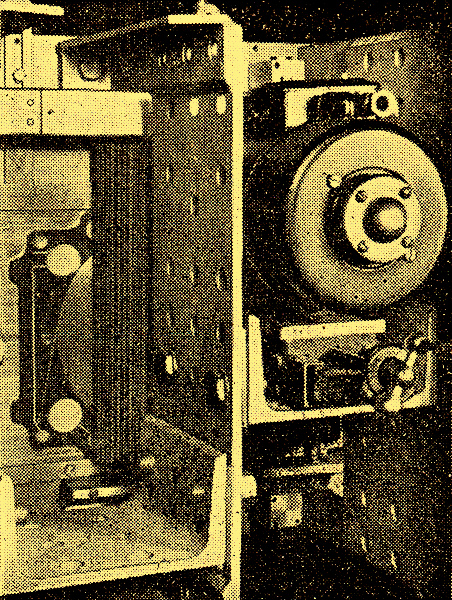
General view of ECME from the input end.
A system of broadcast receiver production containing a number of novel features not only in receiver design but in the method of manufacture has been evolved by John Sargrove in conjunction with Sargrove Electronics, Walton-on-Thames.
The basic idea is to eliminate conventional component assembly and wiring and to make wiring and components an integral part of a moulded panel or panels which can be brought together with the minimum of manual labour in a cabinet with loudspeaker, valves and perhaps plug-in electrolytic capacitors to form a complete set, Once the moulding dies have been made, errors in wiring are impossible and manufacture is so cheap that servicing for the failure of any part consists in replacement of the entire panel rather than in the precise location of the fault.
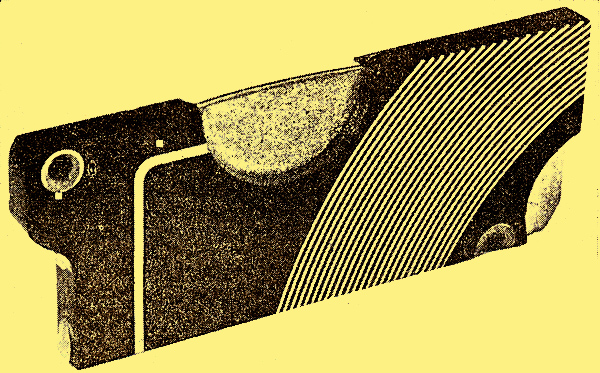
Section of panel showing reduced thickness and metal sprayed electrodes forming fixed capacitors. Part of a spiral-groove inductance is also shown.
Inductances are formed by spiral grooves filled with molten metal from a spray gun and it is claimed that the repetition accuracy is ±0.5% for L and ±25% for Q. Resistances are of the graphite dispersion type and after spraying are subjected to burnishing and ageing processes, after which they are capable of operating at a dissipation of 1 Watt per sq in.
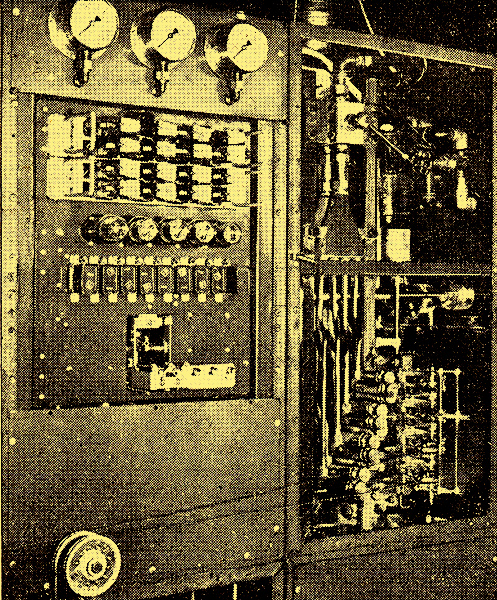
Metal spray guns for one side of panels. On the left are the relays for flame ignition and control.
Capacitors consist of a thin web of moulded material integral with the panel and metal-sprayed on both sides. The thickness of the web is accurately controlled to 0.01 inch in moulding, and capacitances can be repeated to ±10%. Normally a flat or slightly concave web (to allow for thermal expansion) is used which provides a capacitance of 30 pF per cm2, but this can be increased to 100 pF/cm2 by corrugation and by a further factor of 10 or 20 if pellets of high dielectric constant material are used in the capacitor apertures when moulding the panels. In this way capacitances up to 0.005 μF can be incorporated in the panel.
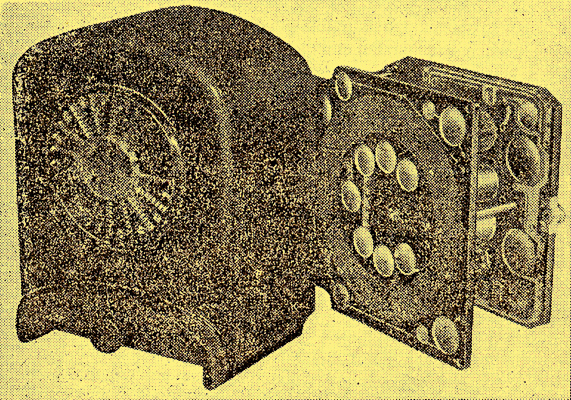
Two-valve universal mains receiver constructed on the ECME moulded panel system.
A two-valve AC/DC mains set has already been designed and a most ingenious electronically-controlled continuous processing plant has been built for fabricating the panels. A photograph of this machine, which has been named ECME (Electronic Circuit Making Equipment), appears at the head of this article.
High-speed surface milling unit with panel emerging to left of feed roller.
Moulded plastic plates with the required grooves and depressions are fed in vertically and conveyed through units carrying out the following sequence of operations: sand blasting to remove surface skin; metal spraying simultaneously on both sides; face milling to remove metal on surface between indentations; electrical test; graphite resistance spraying through stencils, drying and burnishing; insertion of sockets for valves, etc.; electrical test; electrical and thermal ageing followed, while hot, by lacquer spray. The panels now pass to conventional conveyor machines for the addition of valves, loudspeaker, etc., and any other manual operations leading to the assembly of the set in its cabinet and a test on radio signals.
Many ingenious electronic control devices are incorporated in the circuit-making equipment to start up the metallizing flame spray guns, diamond high-speed cutters and other operations only when a panel arrives for treatment. Safety devices and quality control are also on an electronic basis, and one advantage of this independent stage-by-stage controls that if for any reason two successive panels are rejected for the same fault, the sections up to the point at which the fault is detected are stopped, but any sound panels which have passed this point continue through the machine until they are finished. This is a notable advance on most conveyor belt systems.
When the system gets into full production it should be possible to reduce costs to an unprecedentedly low level at least for simple local station receivers.
There should be a wide market for these sets in Asia Minor, Africa, India, Central and South America and China, where the high cost of sets made by conventional methods has so far prevented further extension of sales.

Sargrove all-stage valves, shown fitted on a chassis produced by the ECME.
Although this new manufacturing technique has so far been developed to the point where only the simplest of complete receivers can be said to have reached the practical production stage, there is little doubt that it could be employed with advantage for the manufacture of sub-assemblies in the more complex receivers at present wired throughout with the soldering iron. The simplification of stock-holding problems by the regulation of supply to demand, with virtually no time lag, will commend itself to production managers, while the economy of power supply and wear and tear in the circuit-making equipment, resulting from the fact that each section automatically shuts itself down until supplied with work, are particularly topical virtues.
The present maximum rate of output is three panels per minute.
Quite apart from economic considerations, moulded circuit units have many technical advantages e.g., in reducing flash-over in aircraft radio apparatus at high altitudes, ease of tropicalisation, compactness and low weight.
A detailed description of ECME will appear in the Journal Brit.IRE.
John Sargrove worked for Tungsram in the UK and designed the UA-55, described as an all-stage valve, for his ECME system.
In 1956 another proposal for Automatic Circuit Production was presented.
|