|
Improvements in Electrical Characteristics as well as in Reliability.
In Brimar (STC), we started work on reliable valves in early 1949 because of complaints about valve failures in an automatic pilot equipment. We then expanded our efforts in order to help our Radio Division to produce equipment which would successfully pass flight trials. The real impetus, however, was provided by the Services, who later in the same year placed large-scale development contracts for the design of reliable valves to be plug-in replacements for types on the Preferred List.
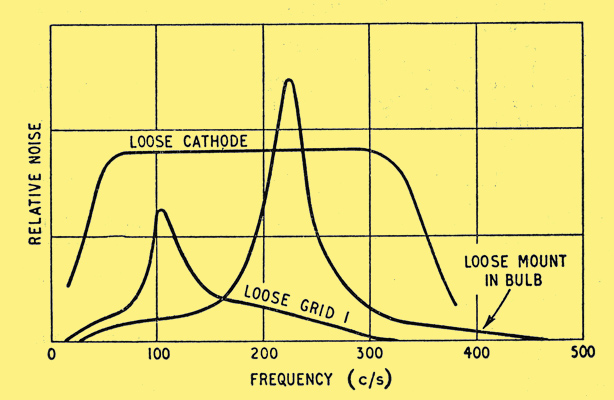
Fig. 1. Contribution of various parts of the valve structure to noise output.
Our work showed that whilst human errors in manufacture played a part in producing failures, the basic valve designs needed attention. The major problem was that most valves had loose structures which gave rise to noise and characteristic instability, whilst some had structures of such dimensions that low frequency resonances were inevitable. Fig. 1 shows the proportions of noise output contributed by the various valve components.
Some manufacturers tended to take panic measures on the principle that if more struts were added to the valve structures then they would be bound to be more reliable, but our view has always been that a more scientific approach would pay dividends, even though it might take longer in actual time. Our philosophy was that before a valve design was considered suitable for production it had to be analysed for noise, and a resonance search test equipment designed by Dr H Moss proved invaluable for this purpose. Its disadvantage was that valves. had to be made up first and then tested, but since then we have devised empirical formulae to forecast in advance whether the individual components would produce objectionable resonances. Thus this particular piece of test gear has now become a routine checking instrument only.
Cathode Poisoning
The most serious cause of valve failures, other than short life catastrophes, was found to be the evolution of gas, resulting in cathode poisoning. The cause of this was traced to frictional movement between the mica insulators and the valve envelope and components, and the elimination of this has been the most important contribution to valve longevity under conditions of vibration and shock.
The techniques used to overcome such troubles, and the results obtained, have already been described in Wireless World. Work done on these mechanical improvements has also shown some very gratifying results with respect to the electrical characteristics. Not only has it been possible to produce redesigns which are electrically interchangeable with the existing types, but added advantages have been obtained in that there is a significant reduction in characteristic spread, a lower drift of characteristics in early life, reduced electrical noise and improved microphony performance.
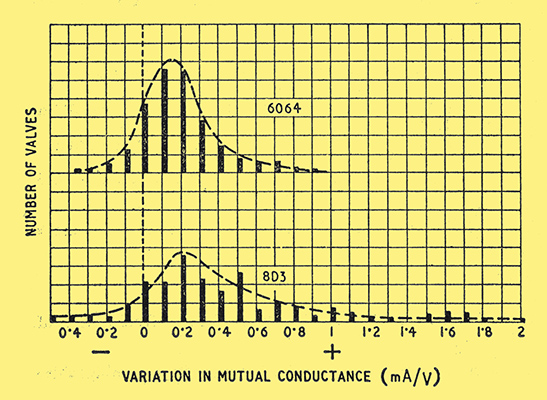
Fig. 2. Comparison of mutual inductance spread between type 8D3 and its special-quality equivalent, 6064, on 500 hours static life test.
Fig. 2 shows a typical improvement in mutual conductance spread and Fig. 3 relates to the low frequency noise distribution.
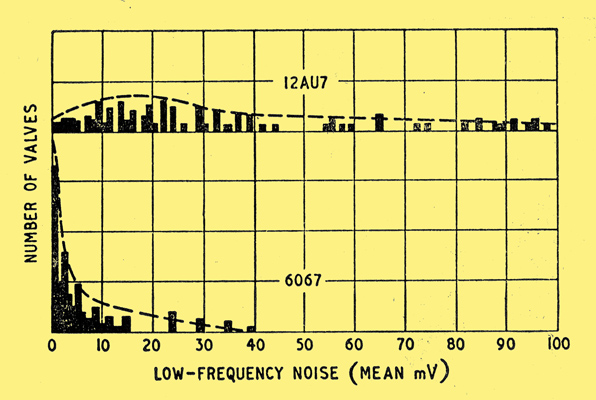
Fig. 3. Comparison of low-frequency noise output distributions for type 12AU7 and its special-quality equivalent 6067.
In addition, it has been established that many of the theories held regarding valve instability are second-order effects compared with the advantages resulting from mechanically strengthening the valve structure. As an example, it has been possible to produce double triodes for DC amplifier work and Fig. 4 shows the improvement achieved on the type 6158.
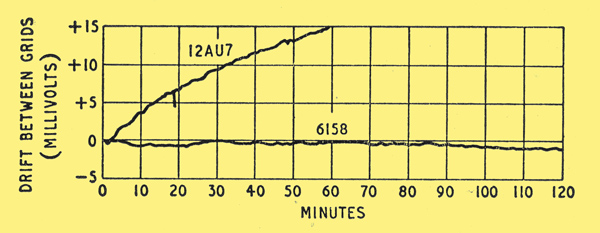
Fig. 4. Comparison of drift performance between type 12AU7 and special-quality type 6158 (equivalent to 13D3).
The successful elimination of early life catastrophic failures under vibration is shown in Fig. 5, which compares the 8D3 with the 6064 and also demonstrates the improvement which can be achieved by selective testing of ordinary commercial valves.
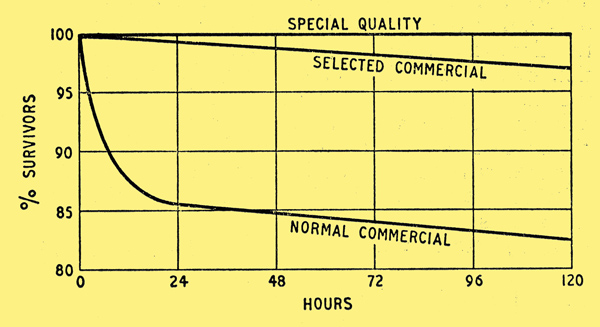
Fig. 5. Comparison between special quality, selected commercial and normal commercial valves for a survival under vibration (470 Hz at 3.5g for a period of 120 hours).
With normal static life testing we have used a method popular in the USA and based on a 500 hour life test. At the end of the run the average life of the group of valves is assessed by using the formula:
Sum of life hours for Average life percentage at x hours = (Sum of life hours for all valves under test) / (x hours and number of valves started) x 100.
American specifications for the minimum acceptable life performance give a figure of 80 per cent for normal commercial valves and 95 per cent for the reliable types, while RCA quote 97 per cent for their Red Series. Our figures on three of our Trustworthy types are 99.82 per cent, 99 per cent and 100 per cent respectively.
Having said something about the design of reliable valves, let us now look at the manufacturing problems. An average valve has seven glass-to-metal seals and 35 welds, with over 800 separate and distinct manufacturing steps to convert the raw material into the finished product. The production engineer has the task of manufacturing mass-production quantities of such complex articles with the minimum variation of mechanical, chemical and human tolerances. The problems of reliability resolve themselves into greater efforts to control the materials, the processes and the operators variability.
There are two schools of thought regarding the place in which special quality valves should be made. One advises an entirely separate location from the ordinary types, but much can be said in favour of their manufacture in the centre of the main assembly groups, so that with strong supervisory control the effect of the lessons learned will have a large psychological effect on the whole factory. This point is doubly important when it is realized that in the event of another war very large numbers of special quality valves will be demanded.
To obtain the high quality demanded it is necessary to have continuity of production over long periods and the corollary to this is that the diversity of valve types shall be limited as much as possible.
Mass Production Outlook
Initially the assembly of Trustworthy valves was done on a time-work basis with no incentive towards speed. However, it was found that this was so alien to the mass-production outlook in valve manufacturing that a change was made to operate teams controlled by a quality control system working on each assembly position. It has now been possible to introduce an incentive scheme based on quality and quantity, and a study of the results has demonstrated that when an operator is given a simple sequence of jig-aided operations the work begins to flow at her natural rate with maximum efficiency.
The achievement of failure rates as low as 2 per cent per 1,000 hours is not dependent solely upon structural design and the control of the manufacturing unit. Good design and manufacturing controls combine to ensure that the manufacturing variations will be small and that there will be a few random faults or errors, but they cannot guarantee their complete elimination. It is imperative, therefore, that a form of valve testing shall be adopted which takes into account both ' manufacturing variations' and 'manufacturing errors'. The development of suitable testing procedures is very important, as it is easy to evolve a series of unwieldy tests which can make large-scale production impracticable.
So much for the problems involved in making reliable valves - but the matter does not end there. The contribution required from those who use valves is a very large and vital one. It is the very versatility of the valve which gives so much scope to the circuit designers ingenuity.
It may not be appreciated that the rate of failures of specific valves in different equipments can vary by a factor of 10. This can best be minimised by co-operative effort between the designers and the valve makers. The valve manufacturer makes the request to all designers that they should take full advantage of his intimate knowledge of the idiosyncrasies of valves. Valves are defined by specifications, but these can only cover the applications known and visualized at the time the valve was introduced. Close collaboration can ensure that all valves which meet the test specification will perform satisfactorily in service and will enable the valve maker to carry out adequate checks to cover any use of special characteristics. By this means a compromise is reached whereby the most suitable valve for the job is used, from the point of view characteristics and continued availability, and the best known circuitry is utilized to accomplish its purpose.
Avoiding Glass Fractures
Now for the equipment manufacturer. Reliability can depend on more mundane matters than circuitry and valve characteristics. The valve is a glass article and should be treated as such. Glass is severely weakened by the minutest of scratches, and jumbling valves together in a box, for example, will produce scratching by the nickel pins. Modern valves such as miniatures have a complex multiple glass-to-metal seal, and leaks result from strains caused by mechanical incompatibility with the valve-holders. It is therefore important that wiring jigs shall be inserted into all holders before chassis wiring takes place, and as the valve pins are easily distorted on handling, all valves should be pin-straightened in a proper jig, and not with pliers, immediately before insertion into holders.
In circuit testing the valve should not be tapped harder than is necessary to check for noise. The tendency to use a screwdriver for this purpose is unfortunate.
It may be thought that some of these comments are irrelevant, but experience has shown that such practices are common and contribute materially to setting up conditions which cause delayed fractures some time after the installation of the equipment. The recent publication of a Code of Practice, CP1005, on the correct usage of valves, should be learnt by heart by all designers, and is every bit as important in our sphere as the new Highway Code is intended to be to the road user.
It is obvious that electronic equipment in the future is likely to become more and more complex, and it is important that steps are taken to see that circuit complexity and unreliability do not become synonymous. The equipment designer must create and engineer his apparatus so that it becomes just a 'black box' as far as the user is concerned. As an example, the telephone is a simple device to the user, yet we are all aware of the complexity of automatic telephone equipment. It is therefore increasingly important that equipment is designed con-jointly with all component manufacturers and with adequate thought given to problems that will confront the user.
Now, what about the valve outlook - present, past and future?
Valves for the immediate future are taken care of by an adequate number of reliable miniature types. The past can best be dealt with by applying the testing techniques established for reliable valves to the domestic manufacture of the older types of valves, thereby eliminating the early life catastrophic failures due to unsatisfactory workmanship.
Further improvements in valve reliability must be at the expense of the present type of valve-holder. Incompatibility between this and the valve pin positioning can cause failures in excess of the target achieved by the valves alone, and it is logical to adopt wired-in techniques which, in addition to reducing failures, can permit greater exploitation of the valve characteristics. There is a great need for bright circuit engineers to cast aside the chains of present circuit technique thinking. They should regard these wired-in valves as new tools to be used on their own merits and in circuitry designed to use them to their full capabilities, so that the whole ratio of ironmongery to electronic circuitry is drastically changed. Some typical wired-in types are illustrated in Fig. 6
Fig. 6. Typical examples of flying-lead valves.
As valve makers we dislike intensely the suggestion of unreliability which is cast at the electronics industry. One rarely hears such comments in the civil and mechanical engineering fields, but we are confident that we are on the brink of an era when electronics will have grown up and will have no more of this slur.
|